- Suppliers






ADM 
Antares 
Armor Pharma 
Asahi KASEI 
Ashland 
BASF 
Beneo 
Captisol 
Clariant 
Croda 
DFE Pharma 
Dow 
Excipio Chemicals 
Fuji Chemical 
Gattefossé 
Gangwal 
IOI Oleo 
Ingredient Pharm 
JRS Pharma 
Kerry 
KLK Oleo 
Lipoid 
Lubrizol Life Science Health 
MAGNESIA 
MEGGLE 
Nagase Viita 
Nordic Bioproducts 
pharm-a-spheres 
PMC Isochem 
PQ 
Seppic 
ShinEtsu 
Sigachi 
SPI Pharma 
Südzucker 
Vikram Thermo 
Zerion Pharma  All4Nutra
All4Nutra
- Suppliers
ADM Antares Armor Pharma Asahi KASEI Ashland BASF Beneo Captisol Clariant Croda DFE Pharma Dow Excipio Chemicals Fuji Chemical Gattefossé Gangwal IOI Oleo Ingredient Pharm JRS Pharma Kerry KLK Oleo Lipoid Lubrizol Life Science Health MAGNESIA MEGGLE Nagase Viita Nordic Bioproducts pharm-a-spheres PMC Isochem PQ Seppic ShinEtsu Sigachi SPI Pharma Südzucker Vikram Thermo Zerion Pharma - All4Nutra

MicroceLac® 100 – MEGGLE’s co-processed lactose grades for direct compression

MicroceLac 100 - MEGGLE’s co-processed lactose grades for direct compression
MEGGLE is a pioneer in co-processing technologies that allow simple, robust formulation development and manufacture. Through co-processing, MEGGLE developed highly functional excipients possessing unique qualities for directly compressible immediate and sustained release pharmaceutical solid dosage forms.
Read the news of MEGGLE´s product MicroceLac® 100 in the following article below and/ or download the technical brochure:
MicroceLac® 100
General information
Direct compression (DC) tablet manufacture is a popular choice because it provides the least complex, most cost effective process to produce tablets compared to other tablet manufacturing approaches. Manufacturers can blend APIs with excipients and compress, making dosage forms simple to produce [1, 2].
DC technology and the use of modern tableting equipment require that excipients and APIs form a compactable mixture with excellent flowability and low particle segregation tendency [3].
In the pharmaceutical industry, lactose is one of the most commonly used excipients; however, like many other excipients, lactose may not be suitable for direct compression without modification due to insufficient powder flow or/and compaction properties (figure 1).
Product description
Alpha-lactose monohydrate and microcrystalline cellulose are functional excipients used in oral solid dosage forms. Both are naturally derived and commonly used in the pharmaceutical industry, either individually or in combination. To develop synergistic functional performance, such as increased compactability and powder flow, alpha-lactose monohydrate and microcrystalline cellulose were co-spray-dried, creating a monoparticulate system having two compaction mechanisms, brittle fracture and plastic deformation, within individual particles. MicroceLac® 100 provides the flow and compaction properties desired for direct compression tableting. MicroceLac® 100 comprises 75 % alphalactose monohydrate and 25 % microcrystalline cellulose (MCC), both maintaining their individual chemical identities.

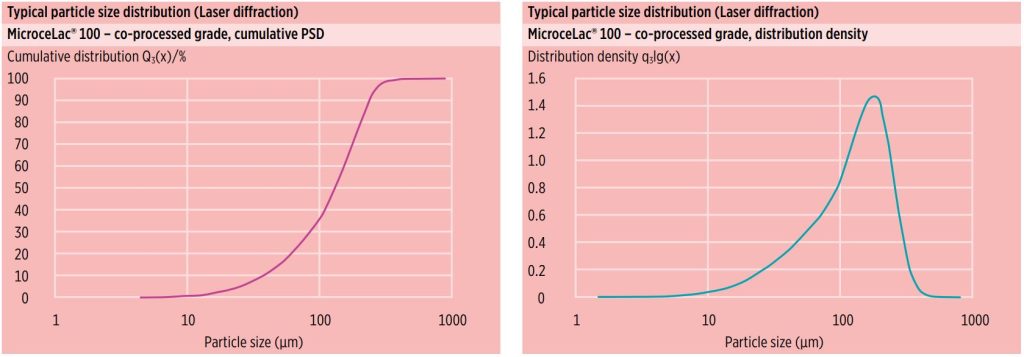
Particle size distribution (PSD)
Figure 2 shows typical laser diffraction particle size distribution data for MicroceLac® 100. MicroceLac® 100 possesses a narrow PSD that supports homogenous powder blend preparation, a requirement for achieving good tablet quality.
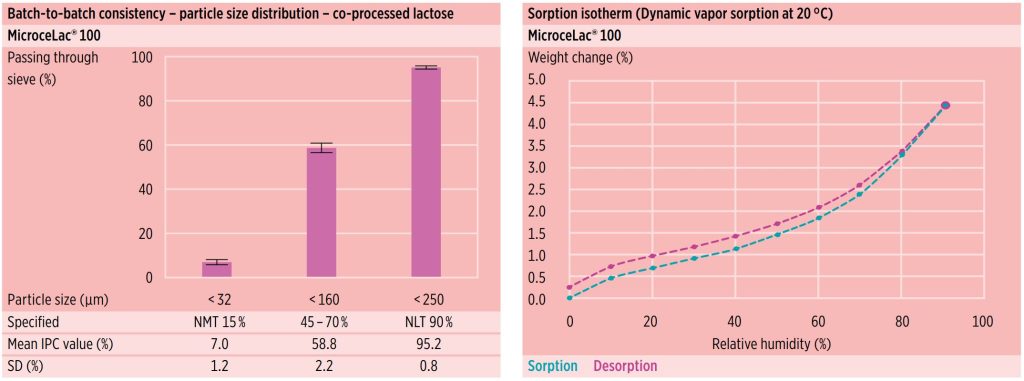
Figure 3 depicts the specified PSD range and typical average values by air-jet sieving. These parameters are constantly monitored through in-process control (IPC) testing and are part of the MicroceLac® 100 particle size distribution specification.
Batch-to-batch consistency
Batch-to-batch consistency for all lactose products can be attributed to MEGGLE’s long history and experience in lactose manufacture, and broad technical expertise. Constant in-process and final product testing ensures consistency and quality (figure 4).
Isotherms
MicroceLac® 100 exhibits moderate moisture uptake while exposed to high relative humidity conditions due to the MCC influence on observed equilibrium moisture content (figure 5).
See the full technical brochure on “MicroceLac® 100” here
(click the picture to download the brochure)
Benefits MicroceLac® 100
- Excellent compactability and flowability
- Ideal for poorly compactable APIs, e.g. herbal extracts
- Ideal tablet surface for straight forward and economical coating
- High adherence capacity prevents segregation and subsequently improves content uniformity
Source: MEGGLE technical brochure “MicroceLac® 100”
See the overview video of the MEGGLE Dry Powder Inhalation product range here:
Company: MEGGLE is one of the world´s leading manufacturers of pharmaceutical grade lactose and co-processed excipients with expertise of more than 70 years. We encounter lactose in so many areas of our life – reason enough to take a closer look at this multi-functional “white powder”.
Do you need more information or a sample of MicroceLac® 100 excipients?







