- Suppliers






ADM 
Antares 
Armor Pharma 
Asahi KASEI 
Ashland 
BASF 
Beneo 
Captisol 
Clariant 
Croda 
DFE Pharma 
Dow 
Excipio Chemicals 
Fuji Chemical 
Gattefossé 
Gangwal 
IOI Oleo 
Ingredient Pharm 
JRS Pharma 
Kerry 
KLK Oleo 
Lipoid 
Lubrizol Life Science Health 
MAGNESIA 
MEGGLE 
Nagase Viita 
Nordic Bioproducts 
pharm-a-spheres 
PMC Isochem 
PQ 
Seppic 
ShinEtsu 
Sigachi 
SPI Pharma 
Südzucker 
Vikram Thermo 
Zerion Pharma  All4Nutra
All4Nutra
- Suppliers
ADM Antares Armor Pharma Asahi KASEI Ashland BASF Beneo Captisol Clariant Croda DFE Pharma Dow Excipio Chemicals Fuji Chemical Gattefossé Gangwal IOI Oleo Ingredient Pharm JRS Pharma Kerry KLK Oleo Lipoid Lubrizol Life Science Health MAGNESIA MEGGLE Nagase Viita Nordic Bioproducts pharm-a-spheres PMC Isochem PQ Seppic ShinEtsu Sigachi SPI Pharma Südzucker Vikram Thermo Zerion Pharma - All4Nutra

Modeling die filling under gravity for different scales of rotary tablet presses
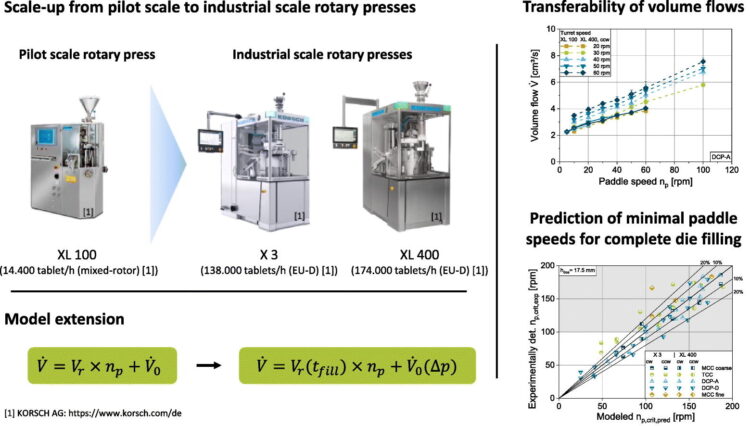
Modeling die filling under gravity for different scales of rotary tablet presses
For tableting, die filling is an important process step as it directly influences the tablet weight and its variation, which is connected to the drug dose. However, the impact of process parameters and materials properties is not sufficiently understood until today, so process development and scale-up of this process require a considerable amount of powder and time. Therefore, the aim of this study is to develop a process-model to describe and predict the filling process. The investigation aims a fundamental understanding of the die filling process under gravity with special regard to the scalability from pilot scale to industrial scale rotary presses using a feed frame with one paddle.
In this context, the applicability of a recently developed model for gravity filling is investigated (1). At larger scales an evolving differential pressure in the dies, facilitating the filling process, was identified, which was covered by a model extension based on Bernoulli’s equation. Finally, the model allows the calculation of the critical paddle speeds required for complete die filling under gravity at certain production rates and for several pharmaceutical excipients based on a few powder properties, machine and process parameters.
Introduction
Die filling plays an important role in tablet production, which is the most commonly used oral dosage form in the pharmaceutical industry. The process on a rotary tablet presses can be divided into different sub-process steps: transport of powders to the feed frame, die filling, compaction and ejection. Die filling has a strong impact on critical product properties, especially on the uniformity of tablet weight and the drug dose. Furthermore, inconsistencies of tablet weight result in high variations of the applied compaction stress which determines tablet porosity and tensile strength, which are important quality attributes as well [2,3]. Therefore, a stable and reliable die filling process is highly important in order to produce tablets of high quality and to minimize the number of rejected tablets.
The die filling process on a rotary tablet press is influenced by several factors. In general, die filling can be achieved by passive feeding (gravity feeding) by using a feed frame with static chambers as well as by active feeding, also called forced feeding, with rotating paddles inside a feed frame. In addition, the downward movement of the lower punch below the powder can create a suction pressure which enhances the powder flow into the dies. Furthermore, centrifugal forces arise as rotation frequencies of the turret and paddle are commonly high. Normal stresses resulting from powder above (e.g. in the filling pipe or only inside the feed frame), also referred to as overhead pressure, may lead to consolidation [[3], [4], [5], [6], [7], [8]]. In the following, the impact of powder feeding with a paddle feeder and the effect of gravity and suction filling are discussed in more detail.
For die filling on rotary tablet presses, feed frames with rotating paddle wheels are commonly used, which can be distinguished by the number of paddle wheels. Usually, two-wheel feed frames are used in the production of single-layer tablets. One-wheel feed frames are used for the production of multi-layer tablets or on lab and pilot scale equipment, as the space for the feed frame on the pitch circle is reduced compared to single-layer production setups. In regard to the filled powder weight, especially the paddle speed has a considerable impact. Many studies found a favorable impact of an increasing paddle speed on the tablet weight and weight homogeneity [3,[9], [10], [11], [12]]. For powders with poor flow properties, the influence is particularly pronounced [10,12]. Nevertheless, a high paddle speed can also have negative effects, as it enhances the dispersion of lubricants which may lead to overlubrication and may cause abrasion and breakage of particles [[13], [14], [15], [16]]. Furthermore, high paddle speeds may result in densification of powders with good flow properties inside the dies [12]. Therefore, it is desired to use the minimal paddle speed which is necessary to fill the dies completely. On one hand, this value strongly depends on the powder properties – the worse the flow behavior, the higher the needed paddle speed [10,17] – and on the other hand on process parameters like dosing volume and turret speed. The higher the required delivery of powder into the dies per time, the higher the paddle speed has to be.
Read more on Modeling of die filling under gravity here
Materials
In this study, five pharmaceutical excipients with different solids density were used: anhydrous dicalcium phosphate (DCP-A, DI-CAFOS® A150, Chemische Fabrik Budenheim KG, Budenheim, Germany), dicalcium phosphate dihydrate (DCP-D, DI-CAFOS® D160, Chemische Fabrik Budenheim KG, Budenheim, Germany), tricalciumcitrate (TCC, Tricalcium Citrate, Jungbunzlauer, Ladenburg, Germany), microcrystalline cellulose in a coarse grade (MCC coarse, Vivapur® 200, JRS Pharma, Rosenberg, Germany)
A.K. Schomberg, A. Kwade, J.H. Finke, Modeling die filling under gravity for different scales of rotary tablet presses,
Powder Technology, 2023, 118550, ISSN 0032-5910, https://doi.org/10.1016/j.powtec.2023.118550.
Read more on Sodium Stearyl Fumarate as a pharmaceutical excipient here: